
Best Chemical-Resistant Industrial Process Heaters
Industrial process heaters should have a rapid start-up with minimal overshoot, provide good uniformity, and be well-insulated to minimize thermal losses. They also need to be durable because downtime is expensive, and chemical resistance becomes especially important in this context.
Heater materials, especially those in contact with chemicals in a tank or pressure vessel, must resist oxidation, carburization, and sulfidation caused by the fluids being heated. They should also provide enough rupture and creep strength to prevent premature failure.
If you’re looking for industrial process heaters that provide reliability, uniformity, and durability for oil and chemical processing, we recommend the following:
Watlow WATROD Flange Immersion Heaters

Watlow’s WATROD immersion heaters were designed to deliver a large amount of thermal energy into a small area. They feature ANSI-compatible flanges (ranging from 3” to 14”) and are known for being easy and fast to install or replace.
When used in chemical heating applications, all WATROD models are available in Alloy 800, a nickel-iron-chromium alloy with good corrosion resistance and high-temperature strength, as well as stainless steel and carbon steel. These heaters have a maximum operating temperature of 1,600°F and carry hazardous area ratings, including ATEX and IECx.
Watlow FIREBAR® Circulation Heaters

Watlow’s FIREBAR® circulation heaters are ready-made, compact, and designed for easy installation into in-line or side-arm operations. While FIREBAR® heaters come with standard features, most models are made-to-order and feature customizable sheath materials (Alloy 800/840, passivated 316 stainless steel, or steel), wattages (up to 3 mW), vessel sizes and materials, pressure ratings (up to ANSI Class 600), terminal enclosures (General Purpose or moisture and explosion-resistant), and controls based on the gases or liquids they’re required to heat.
If you’re looking to downsize without impacting efficiency, FIREBAR® heaters are great replacements to traditional, larger flange heaters.
Watlow OPTIMAX® Heat Exchanger

Watlow’s OPTIMAX® heat exchanger is small but mighty. It was designed to provide high levels of heat transfer efficiency in a smaller package. These heaters use ANSI-compatible flanges and are available in a range of stainless steel grades, as well as Alloy 600, 625, and 800, making them ideal for most chemical heating applications. The maximum operating temperature on OPTIMAX® models is 1,800°F. Each model also features ATEX and IECx hazardous area ratings.
Chromalox Removable Element-Style Immersion Heaters
Chromalox’s unique flanged heater design allows a single element to be replaced without draining the tank. This feature makes these heaters ideal for heating large-capacity tanks that can’t easily be emptied.
There are two available models of Chromalox’s removable element-style heater: the STFX and the LTFX.
The STFX heater comes with a standard ANSI flange and runs on 240, 480, or 600 volts. This model’s standard sheath material is 304 stainless steel, although 316 stainless steel and Alloy 800 are available for applications needing increased chemical resistance.
The larger LTFX flange heater is available in carbon steel and stainless steel, and runs on 480V, 3-phase power.
Tempco Silicone Rubber Drum & Pail Heaters

Tempco’s flexible, vulcanized silicone rubber pads easily fit around drums and pails with capacities up to 55 gallons. They are a simple, cost-effective method for heating drums and pails to lower viscosity and make fluids more readily poured, pumped, and processed.
Silicone has good chemical resistance and is compatible with water, steam, ozone, and most acids and alkalis. It does not resist hydrocarbons like gasoline.
These heaters also have a wide operating temperature range, with a maximum of 425°F.
Tempco 1-Element Coil Heaters

This Tempco heater features a single-coiled tube design with a PTFE coating over its stainless steel element. Tempco designed this heater for use in plating baths with acids, anodizing, and pickling solutions. However, because PTFE is non-reactive, this design has a wide range of potential applications.
This heater runs on single-phase power of 120, 240, or 480 volts, and has a maximum operating temperature of 190°F.
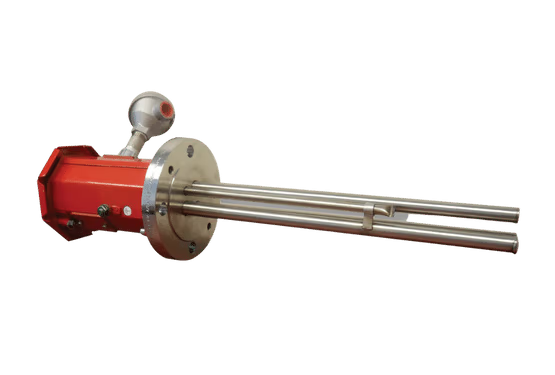
Tempco Metal Triple-Tube Style Heater

This heater design uses three parallel cylindrical tubes and is intended for use in plating tanks with concentrated aqueous solutions and in phosphating processes. It is produced in carbon steel, as well as 304 stainless, 316 stainless, and titanium for more challenging applications. Energy densities are 18 and 35 watts/in2, and models are available using 120, 240, and 480 volts.
Mokon Custom Class 1, Division 2 Engineered Control System

Mokon produces heating and cooling systems that are custom-engineered for specific applications. These sophisticated units are designed for fluids such as water and glycol but can handle other fluids to support pharmaceutical, chemical processing, and plastic molding applications.
These systems can be configured with multiple heating or cooling loops or zones, and are primarily constructed from stainless steel.
Get Help From Hi-Watt
With so many products and technologies on the market, it can be challenging to find the best industrial process heating solution, especially when applications involve chemicals, strong acids and bases, and other corrosive fluids.
If you don’t know what solution will offer the durability and reliability you need, turn to our experts at Hi-Watt. We maintain long-term partnerships with leading manufacturers, which allow us to select and offer the best solutions. We also have an in-house engineering team that can configure and design custom solutions based on specific needs, and our commitment to provide responsive communication ensures you’ll get answers when you need them.
Visit our website to explore some of our heating solutions, or contact us today to speak with one of our experts.